


一、概述
固态高频钎焊机系列具有体积小,重量轻,故障率低,节能(比玻璃陶瓷电子管高频机省电50%),并且焊接点牢固,美观,精致,被焊件几何形状不受限制,表面花纹不会损伤,金属内部结构不变,退火范围小,无明显焊疤而被广泛应用于眼镜制造业,电器电子行业的接插件焊接,继电器银触点焊接,制冷,首饰,工艺品,五金,轴承等行业。
二、技术参数
|
型号 |
|
|
输入电压 |
AC220V±10% 50-60Hz |
|
输入总功率 |
4.5KVA |
|
输出振荡频率 |
900k hz |
|
输入最大电流 |
20A |
|
冷却水水压 |
>=0.3MPa |
|
暂载率 |
30% |
|
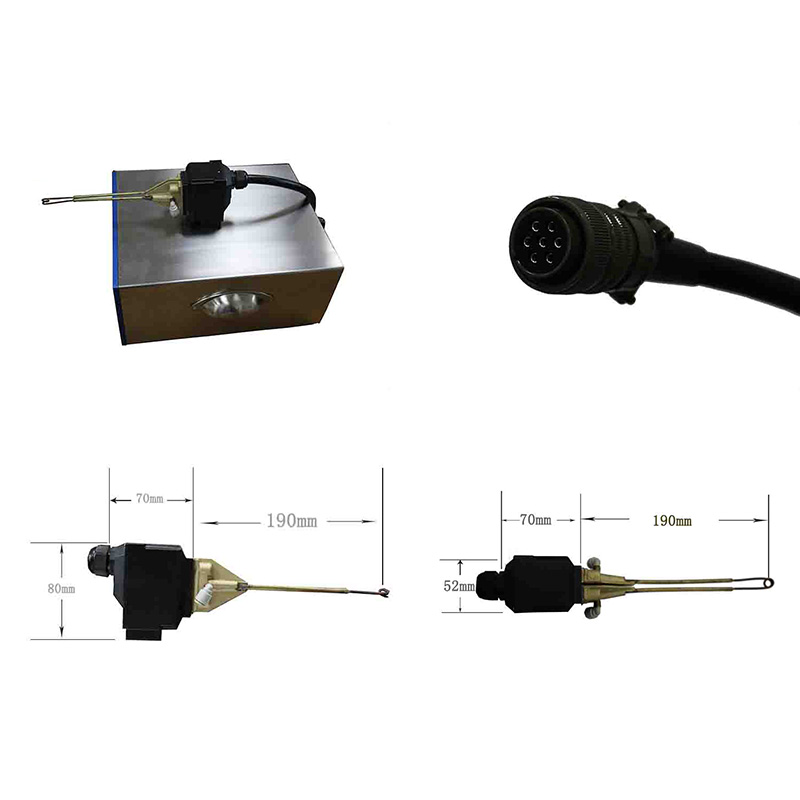
体积 |
310*260*150mm |
|
重量 |
12.5kg |
|
水溫 |
<35℃ |
三:面板介绍
正面面板:
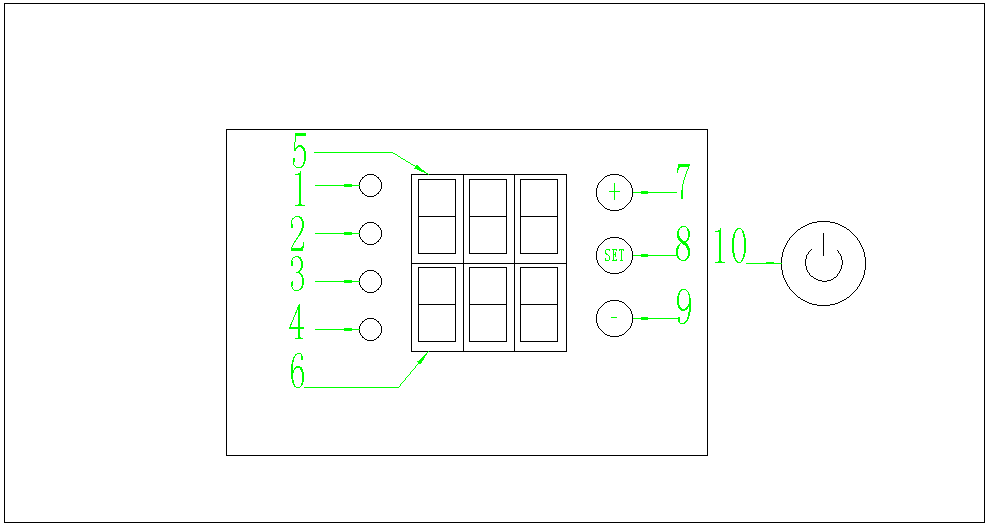
1、工作指示灯
3、工作指示灯
5、为功率表
6、为报警表
7、按键“+”
9、按键“-”
10、总电源开关
反面面板:
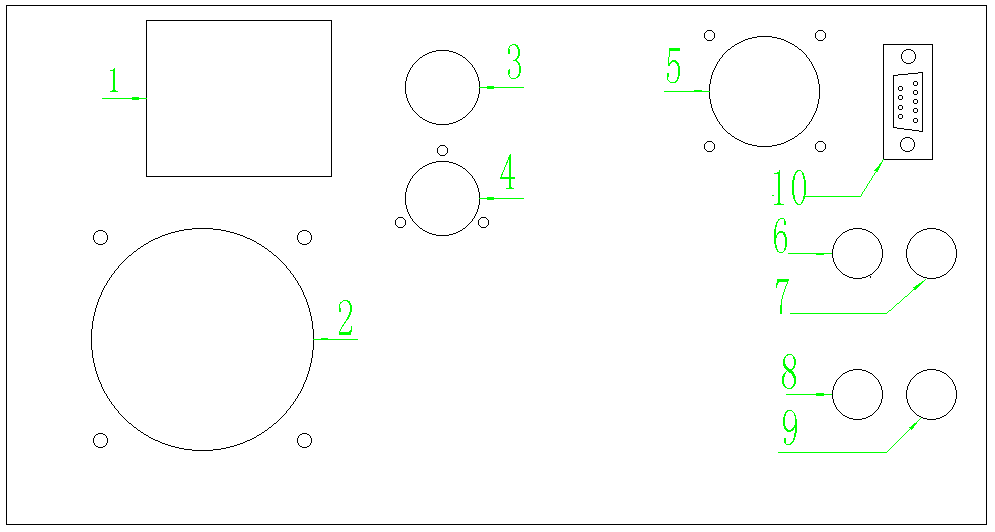
11、主电源开关
12、排风口
13、AC220V输入
14、脚踏开关
15、高频输出
16、机头进水
17、机头出水
18、进水口
19、出水口
20、串口通信口
五、控制说明
1、通过按键和脚踏控制:
按下按键“+”,增加功率,数值会在功率表中显示。
按下按键“-”,减小功率,数值会在功率表中显示。
通过脚踏开关,控制设备是否工作。
2、通过串口通信控制:
通信口引脚定义:2脚是TXD 3脚是RXD 5脚是GND
|
指令 |
动作 |
返回 |
|
H1 |
启动加热 |
无 |
|
H2 |
无 |
无 |
|
S1 |
停止加热 |
无 |
|
S2 |
无 |
无 |
|
P1 |
无 |
返回功率 |
|
P1=xx |
给定功率 |
无 |
|
P2 |
无 |
无 |
|
P2=xx |
无 |
无 |
|
PW |
无 |
返回最大功率 |
|
_RO |
无 |
返回output状态 |
|
_RO=xx |
赋值_RO的值 |
无 |
|
SC |
无 |
返回错误 |
|
|
|
|
备注:A1: 水压不够报警。
A2:水温过高报警。
A3:_RO 设置报警。需要上位机设置_RO=ON来取消报警
A4:设备开启时间过久报警。当设备连续工作十秒时,报警,如果是上位机控制,需要发送S1来取消,如果有下位机控制,需要松开脚踏开关。
如果遇到错误,下位机不主动反馈错误。
六、报警处理
1、报警表显示 E-1 并闪烁。则提示为水压过低,需检查供水系统是否出现问题。
2、报警表显示 E-2 并闪烁。则提示为水温过高,需检查冷水系统是否出现问题。
3、报警表显示 E-3 并闪烁。则提示上位机设置停止工作。
4、报警表显示 E-4 并闪烁。则提示工作时间过长(保护时间为9.99秒)
本焊机单次加热时间不应过长,有特殊需要可联系本公司工作人员。同时此报警可避免脚踏开关损坏或误接触造成的设备损坏。
七、操作步骤
1、确保各需要安装工作已经完成。
2、打开冷却水阀门或水泵开关。
3、合上外部电源开关,合上设备后面的空气开关(11),打开面板电源开关(10)。
4、调整感应圈形状以适合工件加热要求。
5、设定功率(7或9)。
6、按下脚踏开关开始加热测试(14)。
7、关机,先关面板的电源开关(10)。然后关水。本设备的空气开关主要为了限流保护设备而设。为了延长其使用寿命,应尽量少动。所以建议用户安装时一定在配电板上配置该设备专用闸刀开关作控制通电之用。
使用注意事项
1、输入电压过高时请不要使用设备。
2、机器内部及感应圈必须通水冷却,且保证水源清洁,以免阻塞冷却管道,造成机器
过热损坏。
3、为防触电,请确保机壳接地。
4、设备应避免阳光爆晒、雨淋、潮湿等。
5、设备的维修应由专业人员进行。
6、冷却水水温低于35℃,但不能低于环境温度8℃,否则形成冷凝结露损坏设备
设备保养方法:
1、设备应定期打开机箱做吹尘处理。请特别注意清理散热器上的功率管、控制板等核心部位表面的灰尘。
2、设备应定期清洗水路。(每6个月用10%草酸水溶液经抽水马达冲洗10分钟,再用清水冲洗机器水路10分钟)
3、设备若长期闲置不用,请使用高压气泵将机器内部残存的冷却水吹出。并串接出入水口以免机器受潮,机器内部水压开关触点锈蚀,损坏机器。并用合适的材料封装保存。
